In early 2005, I received an emergency unit of a production task, product shown in Figure 1, the blank copper is T2, the thickness of 0. 2 0 0. 00 6 mm, the number of four. According to the customary processing method, the use of leveling copper plate → flat grinding plywood → clamping plate to strengthen the copper plate → inside and outside the car → scribing → boring, complex processing, long production cycle. Now, the polyurethane rubber and cutting template are punched and formed on a 1000kN hydraulic press to meet the product requirements.

Tooling requirements
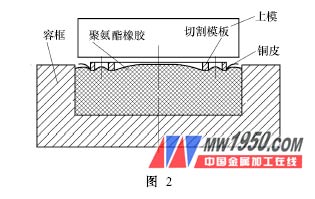
The plane profile of the cutting template is exactly the same as the product drawing (the size is the difference in the product drawing), the thickness is 10mm, the surface roughness Ra is 1. 6μm, the cutting template material is 45 steel, the hardness is 38 ~ 42HRC; the polyurethane rubber requires the Shore hardness 80 ~ 95, surface roughness Ra = 3. 2μm, thickness 25 ~ 30 mm. The blanking process is shown in Figure 2.
2. Cutting process
As shown in Figure 2, the hydraulic press gives the cutting template a downward pressure, forcing the copper skin to come into close contact with the urethane rubber and close to the plane of the cutting template. Since the roughness value of the plane under the cutting template is Ra = 1.6 μm, the copper skin is first leveled. As the platform on the hydraulic machine continues to descend, the urethane rubber is deformed, and other copper skin that is not in contact with the cutting template is squeezed into the cutting template hole. Since the cutting template has hardness and flat grinding, the sharp edge is maintained, and as the rubber is deformed, the copper skin at the orifice is punched and formed by the shearing force.
3. Problems and solutions
The inner hole 248mm and the outer circle 288 mm are first punched and formed, while the 12-10 mm hole is formed by only 5 holes, and the remaining holes are as shown in Fig. 3a, forming a local connection between the scrap and the copper skin. This is because the urethane rubber is spherical under the action of pressure, forcing the copper skin to extend together into the hole, and the copper skin at the cutting edge is mainly subjected to deep drawing. In order to increase the shearing action at the cutting edge, control the degree of deformation of the urethane rubber, and install 12 top pins (as shown in Fig. 3b) in the hole of 10mm, and ensure the sliding fit with the hole, and the height difference between the cutting edge of the cutting template is 4mm. Therefore, after punching and forming on the hydraulic press, the product requirements are fully met.

The cutting template can be reused, just by grinding both sides of the cutting edge before use. Through the production of this large copper gasket, we have provided valuable experience for processing similar products in the future.
Many homeowners prefer Pull Down Kitchen Faucets because they allow for greater control. The variety of spouts and spraying patterns can prove useful when washing dishes. It`s an ergonomic solution that takes fewer movements to use. There`s a limited twisting of hose, which may extend its longevity. Installed in a deep kitchen sink, it`s one of the best choices anyone can make.
Pull Down Kitchen Faucets,Pull Down Kitchen Tap,Pull Down Faucet For Kitchen,Single Hole Pull Down Kitchen Faucet
Kaiping Jenor Sanitary Ware Co., Ltd , https://www.jmjenorsanitary.com