4.3 Examples
4.3.1 Calibration
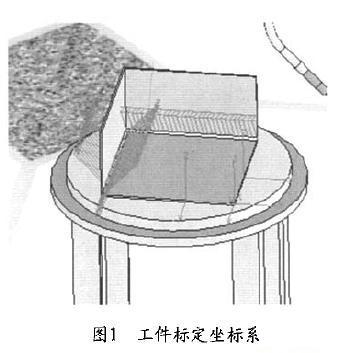
The teaching of the actual robot is carried out, and the robot welding torch is taught to the three feature points of the workpiece, and the size of the joint angle of the robot at the three feature points is recorded and saved in the file. Then rewrite the blue joint robot joint angle file into a robot program file, and then use the program upload function of the "programmer" to upload to the offline programming system, and control the robot single-step motion in the "programmer", each movement will be a little The position of the end of the robot is recorded in the corresponding point, see Figure 1.
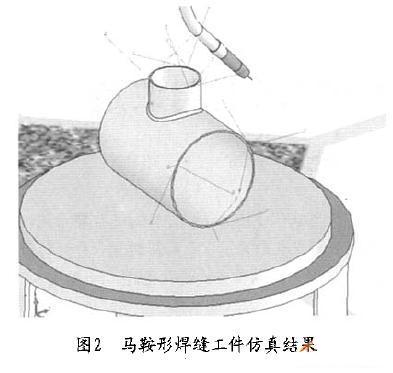
The calibration function of the saddle-shaped weld workpiece is provided here. Six label points are required in the calibration process, three on the upper circle and three on the lower circle. The recording method of each point is the same as the previous three-point calibration. Note that the order of recording at each point on the circle should be the same, generally counterclockwise. See Figure 2.
4.3.2 Creating a welded joint feature object
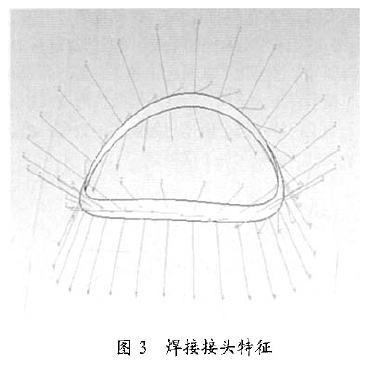
Generate weld joint feature objects: a for name checking; b, for pose calculation. The current pose calculation only supports fillet welds. The calculation principle is as follows: the fillet weld has a section that is approximately inverted triangle, and the whole is approximately triangular, and a weld path point is generated on the bottom edge of the weld between the two weld plates. The spatial position information is extracted on the side, and the tangential direction at the point is the X-axis direction of the weld point. The direction of the normal direction of the two sides of the weld is the Z-axis direction of the weld point, and the Y-axis is X. Z cross is obtained. See Figure 3.
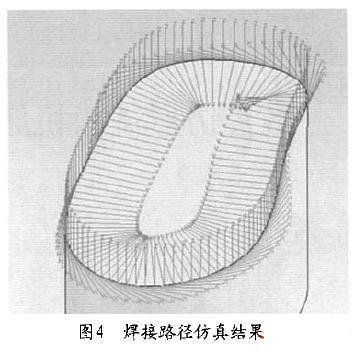
The principle of generating the weld path calculation principle and the weld seam point from the weld geometry is shown in Figure 4 without generating weld geometry.
4.3.3 nozzle extension robot welding simulation
The simulation results of the nozzle extension robot welding system are shown in Fig. 5.

5 Conclusion
Due to offline programming, programming does not affect the normal production of the welding robot. Moreover, the offline programming system can be automatically programmed, the selection of the position of the welding torch and the transition of the torch attitude will be smooth, and the programming accuracy will be improved. Through the simulation system, the programmer can check the programming results very well and can make manual corrections.
With such an off-line programming system, programming efficiency can be improved, labor intensity of the programmer can be reduced, product productivity and welding quality of the product can be improved.
Previous page
Metal Lightbox,Aluminum Light Box,Light Box Metal,Metal Ceiling Light Box
Guangdong Yuansheng Ad.&Lightings Co,Ltd. , https://www.pilottsignonline.com