
Heat treatment box type resistance furnace
1 Overview
China's heat treatment industry is a major energy consumer in the machinery industry. The proportion of heat treatment electricity used by machinery manufacturers accounts for 25-30% of the whole plant. There are about 120,000 heat treatment furnaces in the national heat treatment industry, of which more than 50% use electricity, and the annual electricity consumption is about 10 billion KWh. The average unit energy consumption of heat treatment in China is 700KWh/t, which is more than double the average energy consumption of developed countries in the West. China's "10th Five-Year" development goal will reduce the average unit heat consumption of heat treatment to 500KWh/t by 2010. It should be said that achieving this goal is not easy to achieve. Reducing energy consumption and improving the quality of heat-treated products are the responsibility of each of our heat treatment workers. It is inevitable to adopt high-efficiency energy-saving and improve the quality of heat-treated products, replace old obsolete heat treatment equipment, and apply new energy-saving heating equipment. However, many companies do not have the conditions. The heat treatment of some special workpieces does not necessarily use standard heating equipment. For this reason, retrofitting the original equipment is also an important way to save energy.
2 Proposal of the problem
For many years, the blade of one of the main parts of the mower produced by our factory is made of flat steel. It has a total length of 2670mm and needs to be tempered. It is a long rod and is heated and quenched by a pit furnace. The tempering adopts a 75KW standard box furnace, and the effective heating length of the furnace is 1800 mm. When the furnace is installed, the parts are installed in a cross-corner, which is only to close the furnace door, but the back wall of the furnace is often repaired. The main reason is that the production efficiency is low and the average unit energy consumption is high. To this end, it is proposed to renovate the box furnace, lengthen the effective heating length of the furnace, and do not increase the installed capacity as much as possible to improve the applicability of the furnace.

Box type resistance furnace
3 Technical transformation plan
(1) Make the effective heating length of 1800mm to 2200mm, and increase the length of the furnace by 400mm.
(2) Since there is not much heat treatment in our factory, the standard type furnace is used, its height does not play a role, can reduce the height, and the total power of the furnace should not change too much.
(3) The furnace lining adopts a lightweight aluminosilicate fiber-based amorphous refractory prefabricated component, and a furnace building process for forming the furnace.
(4) Since the shape and structure of the furnace body are changed, the heating element is rearranged for this purpose.
(5) Change the shape of the existing furnace floor structure.
(6) The temperature control point is still a point, that is, a heating zone, but the position of the Temperature Measurement point has changed.
4 Implementation steps and analysis
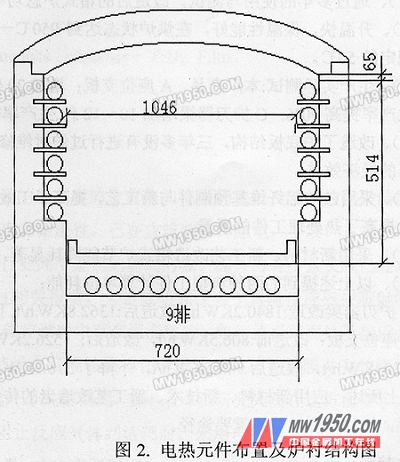
(1) First of all, if the back side of the original furnace is directly lengthened by 400mm, the total power should be increased to at least 90KW ~ 95KW, so that the heat treatment energy consumption has not decreased but has increased. This solution is not desirable. Consider reducing the height of the heating chamber. 8 from the original distribution of heating element rows 6 rows to both sides of the wall, can reduce the height of 160mm, the roof arch to the original R1150mm R800mm, the heating volume to the original 1.71m3 1.72m 3, although the change in volume Due to the lengthening of the furnace body, the heating area of ​​the furnace bottom is increased by 0.44 m 2 to ensure the uniformity of the furnace temperature, and the power is appropriately increased, especially the power of the furnace bottom should be increased to improve the uniform thermal performance of the box-type resistance furnace.
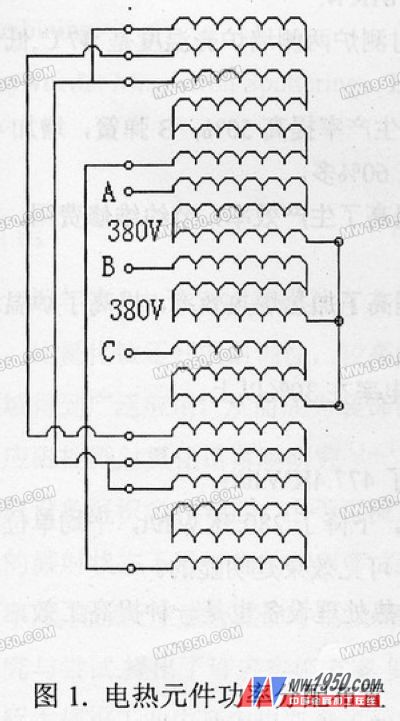
The heating chamber is lengthened and the height is lowered to ensure the heat treatment process. If it is arranged according to the conventional situation, especially the difficulty of the furnace bottom, the problem of balance of power distribution of high-power equipment is also an important issue. The electric heating elements are calculated and adjusted into three groups of furnace bottoms, a total of 9 rows, namely 14KW×3=42KW, two furnaces. The side is three groups, each side of 6 rows, namely 13KW × 2+6.5KW × 2 = 26KW + 13KW = 39KW, the power is double star connection as shown in Figure 1. Thus the structure of the furnace is also changed, and the structure is determined as shown in Fig. 2.
Next page
Here you can find the related products in Isolation And Recording, we are professional manufacturer of Isolation And Recording,Paperless Chart Recorder,Brainchild Paperless Recorder,Digital Signal Isolator. We focused on international export product development, production and sales. We have improved quality control processes of Isolation And Recording to ensure each export qualified product.
If you want to know more about the products in Isolation And Recording, please click the product details to view parameters, models, pictures, prices and other information about Isolation And Recording,Paperless Chart Recorder,Brainchild Paperless Recorder,Digital Signal Isolator.
Whatever you are a group or individual, we will do our best to provide you with accurate and comprehensive message about Isolation And Recording!
Isolation And Recording,Paperless Chart Recorder,Brainchild Paperless Recorder,Digital Signal Isolator
Xi'an Gavin Electronic Technology Co., Ltd , https://www.gaimcmeas.com