High frequency quenching defect
1. Quenching crack
Quenching cracks are the most common defects in induction hardening. There are many reasons for this, such as overheating, excessive cooling rate, and improper microstructure before high-frequency quenching. In addition, the carbon content of the steel used has a great influence. For example, when the carbon content is about 0.30%, quenching cracks are rarely generated, but when the carbon content is about 0.50%, quenching cracks are easily generated. In addition, attention should be paid to the grain size and carbide morphology of the steel.

In order to prevent quenching and cracking, pay attention to the shape of the workpiece, paying particular attention to the corners of the workpiece, the edges of the round holes, uneven wall thickness and chamfering. In addition, if there is slag inclusion in the steel, it will of course have a great influence on the occurrence of quenching cracks.

2, soft point and hard layer thickness is insufficient
It is generally believed that the insufficient thickness of the soft spots and the hardened layer is caused by various reasons such as quenching temperature, heating time, and cooling method. In addition, the current frequency, the shape of the inductor, etc. should also be taken care of. The quenching hardness and the thickness of the hardened layer are also affected by the presence or absence of reticulated carbide and spheroid size in the steel before induction hardening. In order to prevent the occurrence of such defects, the steel used should be normalized and tempered as required. In addition, it is also important to select the appropriate current frequency (if adjustments are possible) depending on the desired thickness of the hardened layer.
Burn
Overheating caused by the shape of the workpiece, the shape of the inductor, and the current frequency can cause burns to the workpiece. In order to prevent the occurrence of burns, attention should be paid to the keyway, the edge of the round hole and the gap between the sensor and the workpiece.
4, grinding crack
For high-frequency quenching or ordinary quenching workpieces, when grinding in the quenched state or low-temperature tempering state, the tempering shrinkage of the first stage and the second stage is caused by the grinding heat generated in some local areas. As a result, the metal around it is subjected to a certain tensile stress and a soft spot is formed. Since the tempering color is present at the soft spot, this phenomenon is also called a grinding burn. In addition, during the grinding process, the surface of the workpiece is partially quenched due to the transformation of retained austenite to martensite or excessive heat due to grinding, which may cause grinding cracks.
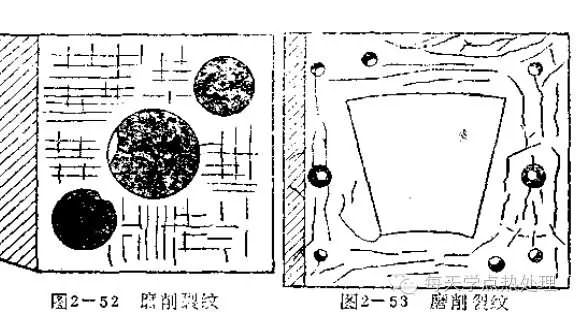
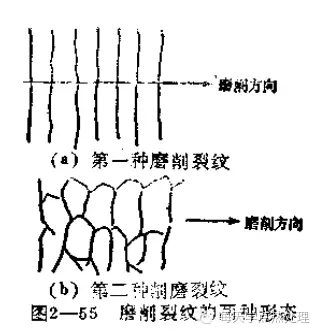
There are two types of grinding cracks: one is grinding heat to raise the temperature of the workpiece to about 180 °C (corresponding to the first stage of tempering), and the crack is perpendicular to the grinding feed direction and is parallel. It is called the first type of grinding crack; the other type is the grinding heat to raise the temperature of the workpiece to about 250 ~ 300 °C (corresponding to the second stage of tempering), the crack is mesh, this crack is called the second type of grinding Cut the crack.
The grinding crack can be examined by thermal acid etching, in which case the microstructure is troostite or sorbite.

Grinding heat is generated by the contact between the grinding wheel and the steel and the frictional friction. Therefore, the type and size of the grinding wheel and the steel type have an effect on the grinding heat. The higher the hardness of the steel, the greater the number of hard carbides or the lower the thermal conductivity, the more likely it is to generate more grinding heat and the workpiece temperature rises. Alloy steels with high carbon content and containing chromium and molybdenum are also prone to generate a large amount of grinding heat to increase the temperature of the workpiece.
Bimetallic Screw Barrel,Barrel Bimetal,Bimetallic Barrel,Bimetallic Screw
Zhoushan Jinsheng Bimetallic Plastic Machinery Factory , https://www.jinshenggalloy.com