2.1 High temperature normalizing treatment
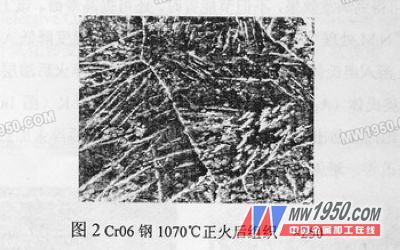
The blade manufacturer has used the traditional process for high-temperature normalizing to eliminate K segregation treatment. Since the carbon content of SKS8 and Cr06 steel is ≥1.30%, its Acm≥950°C, the normalizing test starts from 950°C×30min (salt bath heating) (the upper blade blank is 1.5mm cold-rolled strip, the lower blade blank It is a 4.5mm hot rolled strip). The results showed that K could not be completely dissolved even at 240 ° C for 240 min. Later, it was air-cooled at 1070 ° C × 30 min. However, the microstructure is very coarse after high-temperature normalizing, and the secondary K is precipitated in a network along the coarse grain boundary (about 2-3 grain size), and has needle-like Wei's structure (Fig. 2), and the hardness is as high as 34-39HRc. In order to eliminate the secondary K mesh, it is supplemented with 920 ° C oil quenching and 730 ° C temper softening. Finally, the pretreatment process adopted by the plant is: 1070 ° C × 30 min air cooling + 920 ° C × 10 min oil quenching + 730 ° C × 60 min tempering, hardness of 18-22HRc.
2.2 NM treatment process
2.2.1 Definitions Processed into a blade with steel with severe K segregation, solid solution nitriding in a well gas carburizing furnace (the same effect in salt solution containing active N, but not contaminated) Oil quenching and low temperature tempering, as the final finished heat treatment of the blade. This is the "nitrogen-containing martensification treatment", referred to as "NM treatment". It has two meanings: a. nitriding treatment, that is, solid solution nitriding of the workpiece to obtain nitrogen-containing austenite - A (N); b. martensite treatment, that is, A (N) quenching Nitrogen-containing martensite - MN) plus an appropriate amount of nitrogen-containing residual austenite - AR (N). Due to the different processing techniques, some excess K may remain in the layer, which may improve the wear resistance of some parts, while sharp tools such as shearing blades are not desirable. N can promote the dissolution layer K to dissolve in A, so even if the layer retains some excess K, its morphology will change: refinement, spheroidization, and weakening of the network banded segregation. In short, it is advantageous for the improvement of fatigue strength, wear resistance and toughness. Precision parts such as gauges can greatly improve the finish after processing. The NM treatment does not allow a new N-layer to appear due to the infiltration of N, otherwise it is not solid solution N, and it is not NM treatment. There is no doubt that M and AR in the layer also contain carbon and even a small amount of alloying elements. But they are all brought by the steel itself, and have nothing to do with the process. Therefore, the process is still named as a nitrogen-containing martensite treatment. When the N atom infiltrates, the C atom in the layer may be partially transferred to the inner layer, or even decarburized outward (for example, when ammonia or urea is used as the osmotic agent, the carbon potential in the furnace is low), as long as the hardness and wear resistance are not lowered. This is allowed, and it is not necessary to deliberately add kerosene or benzene to maintain a high carbon potential.
2.2.2 Treatment process blade is placed in the furnace at high temperature, and the infiltration agent (triethanolamine, formamide, urea can be added immediately, the nitrogen potential of the three increases sequentially, and the carbon potential decreases in turn) to quickly vent to prevent oxidation. carbon. The treatment temperature is 760 ° C - 850 ° C, can be combined with the normal quenching temperature of each grade of tool steel, and quenched in the direct oil. Below 750 ° C, the core of the blade is insufficiently quenched and has a torsite; above 860 ° C, the M (N) in the layer is too thick, too much AR, affecting performance. The treatment time is 15-60 min, and the surface of the K-dissolved layer of 0.03-0.10 mm can be obtained (the alcohol is dripped for 5 min before the furnace is discharged, and the cyanide gas in the furnace is exhausted). The dissolution layer of K is less than 15 min, and the surface may be more than 60 min. Nitride is present. For carbon steels and low-complex steels, the hardness of the compounds is sometimes not as high as M(N) due to the lack of elements that form high-hard nitrides.
2.2.3 The composition of the layer and the structure of the Cr03 steel foil (w%C1.23, Cr0.32) with a thickness of 0.1mm and the steel of the blade are co-infiltrated with the furnace, and the composition of the steel foil is determined to be w%C 1.17— 1.30, N 0.39-0.74. Some studies have shown that: T8 steel is co-infiltrated in 800 ° C benzene plus ammonia atmosphere, the N content can reach 0.8% in the first hour, but the time is prolonged, but the C content is increasing. Our experiments also confirmed this.
The normal NM treatment layer structure should consist of fine M(N)+AR(N). For the shearer blade, there is no excess K required, which is based on our research on the mechanism of blade wear. Other parts can be treated differently according to their service conditions and failure modes. However, eliminating coarse K and banded network segregation is the goal that NM must achieve.
2.2.4 Shearing effect NM treatment eliminates K 疵 刀片 , , , , , , , , , , 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 刀片 Under the same conditions, the results of large-scale shearing of tens of thousands of sheep, compared with ordinary oil quenching, NM treatment increased the SKS8 test blade from 3.7/time to 16.2/time; and made SKS8 mass production blade from 2/time. Increased to 13.9 heads/time. This figure is slightly higher than the number of blades (13.4 heads/time) imported in the same year and known as the international ace blade. The new material T12J blade we developed is 21 heads/time, and the number of sheep heads used for each pair of scraps is more than 1,000.
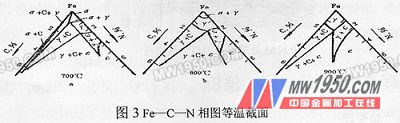
2.2.5 Analysis Discussion Nitrogen is an element that strongly expands the gamma region and can significantly reduce the alpha-gamma transition. It can be seen from the phase diagram of isothermal section of 700°C, 800°C and 900°C of Fe—C—N ternary alloy (Fig. 3). As the temperature increases, the γ area expands continuously, and the C content is 0.5~1.10% at 800°C. The carbon steel only needs a slight infiltration of N to obtain a single γ(N), and after quenching, M(N) is obtained.
Previous Next
7.5M Measuring Tape,Tape Measure Tool,Precision Tape Measure,Tape Measure For Sale
SHANGQIU CHAOYUE MEASURING TOOLS CO., LTD , https://www.calibrateds.com