Strictly speaking, hydrogen embrittlement is not an independent fracture mechanism, and hydrogen only helps a certain fracture mechanism. In body-centered cubic metals and Taijin, when hydrogen is favorable for cleavage fracture, hydrogen embrittlement cleavage is formed. When hydrogen is adsorbed at the grain boundary, an intergranular fracture is formed. Hydrogen facilitates the formation of a dimple fracture when it is microporous.
First, the macroscopic features of the fracture
The macroscopic morphology of the hydrogen embrittlement fracture is a typical brittle fracture with radiation patterns or crystalline particles on the fracture, as shown in Figure 7-2. The fracture is flush, no plastic deformation, and the fracture has a metallic luster. Generally, the fracture consists of two regions, one is the hydrogen-brittle fracture zone—the subcritical expansion zone of hydrogen embrittlement crack, and the other is the transient fracture zone. Figure 7-3 is the hydrogen-brittle fracture of the 40CrNiWA steel screw. The fracture originates from the root of the external thread. There are several radiation steps in the source area, which are coarse granular; the instantaneous fracture zone is the fiber flat fracture zone and the 45° shear lip zone which account for two-thirds of the total fracture area.
White round or elliptical bright spots - white spots (see section 2) can be seen on the fracture of large section forgings. A bright white ring is observed on the edge of the small part or the broken edge of the wire. For example, when the galvanized spring is subjected to hydrogen brittle fracture, the bright area on the section near the edge of the fracture is a small fracture surface caused by hydrogen embrittlement.
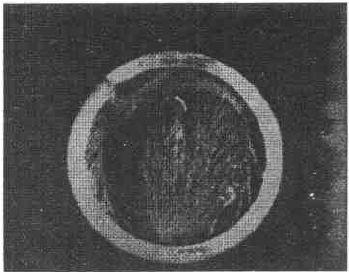
Figure 7-2 13-8PH stainless steel bolt tensile hydrogen embrittlement fracture × 6
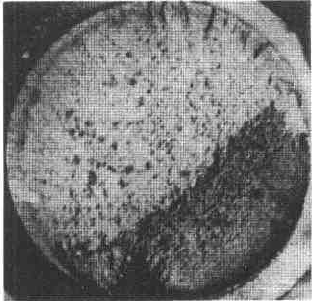
Figure 7-3 Screw hydrogen embrittlement macro fracture ×10
Second, the fracture microscopic features
The micro-fracture of hydrogen embrittlement varies with steel grade and heat treatment system. The most basic fracture morphology is along the fracture of the crystal and the quasi-cleavage fracture. Cleavage and local dimple breaks are sometimes seen. Hydrogen embrittlement along the crystal fracture is characterized by secondary cracks, microscopic pores and hairline on the fracture, clear grain boundary and smooth crystal interface, see Figure 7-4. It is generally believed that the hairline is caused by the tearing of the last connected part of the material during the brittle separation process, and the hairline and the tearing edge form the same mechanism. The hairline is more and clear on the crystal face of the crystal hydrogen brittle fracture, and is less blurred on the stress corrosion fracture.
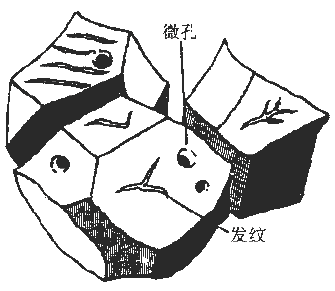
Figure 7-4 Hydrogen embrittlement along the crystal fracture
Figure 7-5 shows the hydrogen embrittlement fracture of ordinary carbon steel: quasi-cleavage + microscopic hole + fine hairline
Figure 7-6 is the fracture of 50CrVA steel spring. The heat treatment process is 850 °C oil quenching +390 °C tempering in salt furnace. After pickling and cadmium plating, the surface is dehydrogenated at 190 °C for 2 hours. Due to the low oxygen removal temperature and short time, the infiltrated hydrogen does not reach the diffusion and escapes to cause hydrogen brittle fracture. Hydrogen was measured by a high-frequency dispersive spectrometer from different parts of the fracture, and the hydrogen content was too high, as shown in Table 7-2.
Table 7-2 Hydrogen content determination results

The microscopic morphology of the high-strength steel hydrogen-brittle fracture is related to the stress level. When the crack front is subjected to the high stress field strength factor, the fracture is carried out by micropore aggregation; at medium K, the quasi-solution or quasi-cleavage plus dimple, or The divergence nest is added along the crystal fracture, and the crystal fracture is along the low K value. Figure 7-7 shows the hairline of 4340 steel as indicated by the arrow of the crystal break.

Figure 7-5 Common carbon steel hydrogen embrittlement fracture

Figure 7-6 50CrVA steel along the product break, the crystal interface has "hairline" × 1000
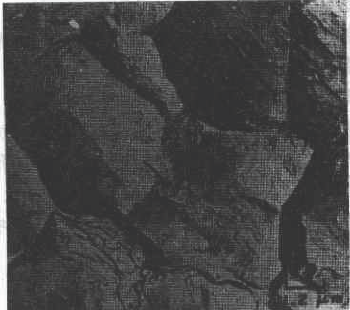
Figure 7-7 4340 steel along the crystal fracture
Guide Ring is a mechanical seal, also known as a guide ring. It is usually made of metal or plastic and used to support and position pistons or rods. Guide Ring has excellent wear resistance and corrosion resistance, which can effectively reduce leakage and friction, thereby extending equipment life. Guide Ring is widely used in the hydraulic, pneumatic, mechanical, and automotive industries as an important mechanical seal.
The classification of Guide Ring can be divided by material, structure, and purpose. According to material classification, Guide Rings are mainly divided into metal Guide Rings and plastic Guide Rings. Metal Guide Rings are usually made of metals such as copper, iron, and stainless steel, which have high strength, wear resistance, and high-temperature resistance; The plastic Guide Ring is usually made of polytetrafluoroethylene (PTFE), nylon, polyimide and other materials, with good corrosion resistance and low friction coefficient.
According to structural classification, Guide Rings are mainly divided into unidirectional Guide Rings and bidirectional Guide Rings. A unidirectional guide ring can only withstand pressure in one direction and is typically used in hydraulic and pneumatic systems; The bidirectional guide ring can withstand bidirectional pressure and is typically used in the mechanical and automotive industries.
According to usage classification, Guide Rings are mainly divided into piston Guide Rings and rod Guide Rings. The piston guide ring is usually used to support and position the piston, preventing friction and leakage between the piston and the cylinder liner; The rod guide ring is used to support and position the rod, preventing friction and leakage between the rod and the seal.
Wearing,Guide Ring,Guide Strip
DG Zhongxingshun Sealing Products Factory , https://www.zxs-seal.com